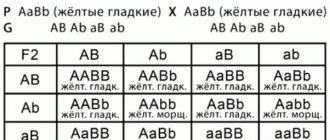
У настоящего хозяина всегда много различного инструмента, который он использует для своего дома и участка. И он, безусловно, сможет сделать трубогиб для профильной трубы своими руками по размерам и чертежам, которые мы предоставим ниже. Такие конструкции могут быть разными, и мы не сможем охватить их все, но предоставленного материала вам будет достаточно.
Самодельный трубогиб
Купить в магазине или сделать самостоятельно

Профильный трубогиб «Геркулес»
Тот , который вы можете купить в магазине, может иметь разный тип привода и разный принцип действия, но это не всегда это хорошо. Во-первых, для работы на нём нужен определённый опыт, во-вторых, такие приспособления имеют высокую стоимость. По этим причинам изготовление самодельного трубогиба из подручных материалов не только выгодно, но и практично, так как при сборке инструмента вы будете знать малейшие нюансы его работы.
Для чего нужен трубогиб

Основные элементы станка
На сегодняшний день профильные трубы разного поперечного сечения является самым востребованным металлоизделием. Из них делают каркасы и обрешётки, заборы и перила, с их помощью расширяют балконы и даже строят различные архитектурные сооружения в виде пристроек или отдельных помещений. Но не всегда в строительстве используются резкие повороты – иногда нужен и плавный переход и в этих случаях без трубогиба никак не обойтись. Как правило, подобный станок позволяет выгнуть профиль до угла 180⁰, то есть, устройство позволяет сделать окружность.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?

Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.

Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
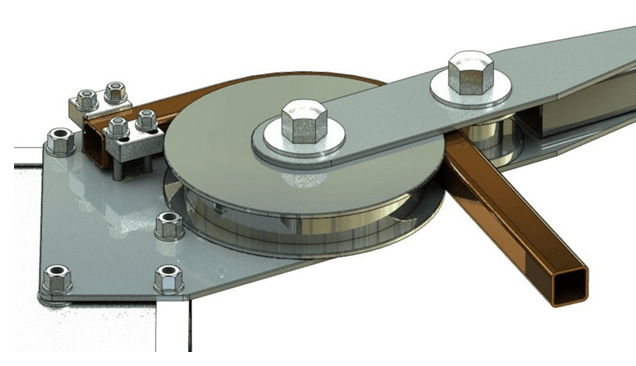
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма

Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления

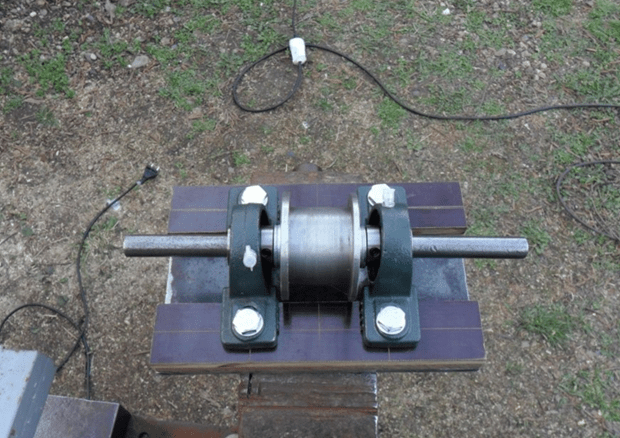
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Гидравлический трубогиб

Механизм с гидравлическим приводом
Чтобы сделать гидравлический для профильной трубы своими руками по готовым размерам и чертежам, придётся затратить намного больше труда и ресурсов. Тем не менее, сделать его можно и мы сейчас рассмотрим порядок действий. Для сборки понадобится:
- гидравлический домкрат с грузоподъёмностью от 5 тонн;
- башмак;
- три вала;
- швеллер для рамы;
- металлические пластины (толстые).
Видео: механизм с гидравлическим приводом
Для правильного выгибания профиля его вставляют в башмак и закрепляют оба конца. После этого приводят в действие домкрат – он давит на прижимной вал и задаёт нужный угол изгиба. После проката домкрат ослабляют на несколько витков и снимают трубу с устройства.

Чертёж с размерами в мм
Домкрат крепится на металлической пластине при помощи болтовых соединений. Но в таком механизме самое главное, это валы, которые должны плотно обхватывать профиль – от этого зависит точность изгиба. Валы фиксируют на одной высоте и приваривают к ним шестерёнки. Башмак крепят ниже валов, а отношение башмака к валам определяет угол изгиба. Фиксация происходит при помощи болтов.
Методы выгибания

Холодное выгибание профиля
Если вы прочли все описания, посмотрели фото и видео, то сам процесс выгибания вряд ли поставит вас в тупик. Если решились сделать гидравлическое устройство, то вы сможете гнуть на нём трубы, какой угодно толщины – самое главное, чтобы выдержали валы (вальцы). Но хотелось бы упомянуть об одном нюансе – выгибание может быть не только холодным, но и горячим. Нагрев обычно происходит при помощи газосварки, это очень удобно, тем более что можно греть только часть трубы, то есть участок, который нужно выгнуть.
Можно сказать, что холодный метод выгибания наиболее простой и если вы работаете с тонкостенной трубой, то греть её вовсе не нужно. Но здесь тоже могут быть проблемы – это шов. Профили не всегда делаются с высоким качеством и плохой шов при выгибании попросту расходится. Этого можно избежать при нагреве, но не всегда. Некачественная труба таковой и останется и никакой нагрев этому не поможет. Впрочем, если вы используете профиль для каркаса, то небольшая трещина по шву никак не станет критичной.
Примечание. Как бы там ни было, но горячая гибка всё равно является наиболее качественной. Горячий металл получается наиболее чётко выгнутым, без каких-либо перебоев.

Трубогиб с комплектующими
Для профильной трубы вовсе необязательно обзаводиться какой-то особой квалификацией – достаточно обычной внимательности и нескольких рекомендаций от специалистов. В ручных устройствах система состоит из ведущей и ведомой шестерни, наваренных на валы и прижима (вместо вала могут использовать домкрат). Иногда профиль может соскальзывать с прокатного стана и в таких ситуациях используют крючья для фиксации. Для наиболее чёткой гибки валы должны быть подвижными.
Примечание. Для соблюдения радиуса изгиба лучше всего сделать картонный или деревянный шаблон. Если вы будете использовать даже простой ручной трубогиб, шаблон всегда обеспечит точность.
Видео: ручной трубогиб
Заключение
Вы прочли статью с чертежами, фото и видео о том, как делают профилегиб своими руками. Как видите, это не очень сложно, но нужно сначала собрать все детали, чтобы работа не останавливалась из-за мелочей.
Множество , будь-то теплица , либо навес обустраиваются на основе каркаса из гнутых профильных труб обшитых облицовочным материалом – профнастилом или поликарбонатом.

Гибка профильной трубы выполняется с использованием специального приспособления – , технологию изготовления которого вы узнаете из данной статьи. Мы расскажем, как сделать трубогиб для профильной трубы своими руками, приведем схемы, чертежи и перечень необходимых инструментов для выполнения работ в домашних условиях.
Cодержание статьи
Необходимость использования и стоимость промышленных трубогибов
Решая, профильную трубу, неопытные мастера нередко прибегают к ручному механическому сгибанию, для чего используются примитивные конструкции в виде опорных штырей, забитых в бетонную плиту, по лекалу которых сгибается труба.
Однако данный способ имеет ряд существенных недостатков, основной из которых трудоемкость: профиль имеет повышенную прочность за счет наличия ребер жесткости – крайне сложно выполнить изгиб полагаясь лишь на физическую силу. Отметим, что прочность профиля уменьшается из-за ручной гибки, поскольку она сопровождается прикладыванием неравномерных усилий, что приводит к увеличению внутреннего напряжения в материале.
На строительном рынке представлено большое количество устройств для гибки профиля, однако они имеют непомерную стоимость, что не позволяет приобретать такие агрегаты для использования в домашних условиях. В качестве примера приводим среднюю цену на модели станков от лидирующей компании на рынке – фирмы TV:
- ручной трубогиб TV-2 -12 тыс. рублей;
- роликовый профилегиб TV-4 – 30 тыс;
- трубогиб электрический роликовый профилегиб TV-10 (двухсторонний) – 76 тыс.
Чтобы изготовить ручной станок в домашних условиях вам потребуется затратить на комплектующие материалы около 3-5 тысяч, при этом по эффективности он не будет уступать изделиям промышленного производства.
Делаем простой трубогиб своими руками
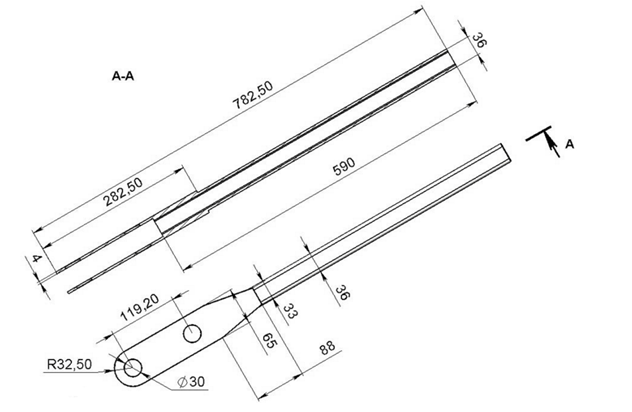
Предлагаем вашему вниманию инструкцию, следуя которой можно сделать ручной трубогиб профильной трубы своими руками. Изготовленный станок позволяет выполнять сгибание профиля сечением от 10*10 до 25*25 мм под углом 0-180 градусов.

Это простейшая конструкция , для изготовления которого вам потребуются следующие материалы:
- крепежная планка с отверстием 30 мм в диаметре и 4-ма посадочными гнездами под шпильки М6;
- ручка для вращения, в качестве которой можно использовать использовать усиленный толстостенный квадратный профиль;
- большой ролик диаметром 173 мм;
- малый ролик диаметром 65 мм;
- ось для вращения роликов диаметром 30 мм и высотой 61 мм, с резьбой М14 на торцевой части;
- шайба С16 и гайка М16.
Крепежная планка под станок для гибки профильной трубы изготавливается из листового металла толщиной не менее 7 мм . В ней необходимо высверлить отверстия под установку оси вращения ролика и установку шпилек М6 (диаметр гнезд 8 мм), также на планке высверливаются отверстия под фиксирующие болты.
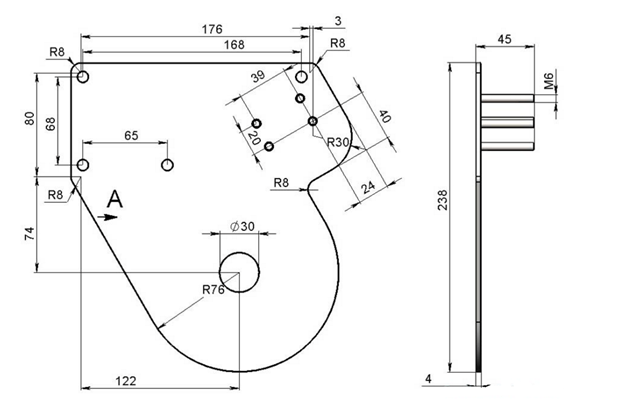
Ручка (рычаг) для прикладывания усилия на изгиб выполняется из квадратного профиля сечением 36*36 мм (толщина стенки 4 мм, к внутреннему торцу которого привариваются две пластины с отверстиями 30 мм под болты фиксации роликов. Учитывайте, что от длины ручки непосредственно зависит КПД работы. Впоследствии ее можно будет удлинить с помощью вставленного внутрь профиля лома.
Для профильной трубы изготавливается по следующему алгоритму:
- На слесарном верстаке с помощью болтов М8 фиксируется крепежная планка. Верстак либо стол, на котором устанавливается приспособление, должен быть хорошо закреплен на полу во избежание сдвигов в процессе сгибания профиля.
- Между пластинами ручки размещается большой ролик, который насаживается на продетую в отверстие крепежную планку ось вращения и зажимается гайкой.
- Устанавливается и фиксируется ось малого ролика.
- В посадочных гнездах пластины крепятся шпильки М6, которые будут фиксировать крайнюю часть профиля в процессе изгиба. На шпильки устанавливаются крепежные пластины, подобранные в соответствии с размером профиля.
Как согнуть профильную трубу изготовленным приспособлением? Ручка трубогиба отводится в крайнее левое положение так, чтобы между крепежными пластинами и отверстием между роликами соблюдалась прямая ось. В посадочное гнездо вводится профильная труба и рычаг станка поворачивается до тех пор, пока изгиб не получит требуемый угол.
Самодельный трубогиб для профиля (видео)
Станок для высокоточной гибки профиля
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.

Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см .
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек – 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных . После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.

- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины – 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT
. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.

- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда ).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.

- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.

Как согнуть с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
В домашнем хозяйстве станок для гибки профильной трубы используется не настолько часто, чтобы покупать дорогое оборудование заводского изготовления.
При возникновении такой необходимости, несложный трубогиб вполне можно сделать в частном порядке, предварительно определившись с тем, какой вид этой конструкции подойдет для выполнения поставленной задачи.
В этой статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы сооружения.
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Классификация гибочных станков по типу привода
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Ручной, изготовленный своими руками, станок для гибки профильной трубы - незаменимый помощник при изготовлении каркасов, декоративных элементов, самостоятельном монтаже системы вентиляции
Электромеханические. Такой станок имеет привод в виде электродвигателя - шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений.
Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.

Профилегибочный станок с электроприводом в большинстве случаев имеет вид 3-валовой конструкции. Профильную трубу пропускают между роликами. Элемент, находящийся по центру, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлические. Привод в этой модели ручной. В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.
Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.

Гидравлический цилиндр профилегибочного станка оказывает давление на поверхность трубы путем механического воздействия. Это заставляет двигаться шток цилиндра. В результате возникающей нагрузки, изделие деформируется. Давление в поршне может повышаться двумя способами - вручную и при помощи электронасоса
Виды трубогибов по способу установки
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
Классификация станков по методу изгиба
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 основных метода гибки. Первый - выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй - прессование. Для получения гиба используют принцип слесарных тисков - отрезок трубы размещают между матрицей и пуансоном.
Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.

Станок для изменения формы профильной трубы способом прокатки состоит из трех цилиндрических валиков, цепи, привода и основы. Диаметр валиков должен соответствовать параметрам деформируемой профильной трубы
Третий - прокатка - универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб. Гиб получают путем протягивания заготовки между роликами - одним вращающимся и двумя опорными.
Кроме упомянутых выше, гибка труб может также осуществляться следующими методами:
Галерея изображений
Сгибание трубы осуществляется при помощи трех вращающихся роликов. При этом радиус изгиба определяет их расположение по отношению друг к другу
При сгибании трубы арбалетным трубогибом она упирается в два ролика, а шаблон который располагается на штоке устройства сгибает ее между опорами
Принцип работы этого трубогиба заключается в сгибании трубы в холодном состоянии путем ее обкатки роликом вокруг гибочной колодки
При помощи зажима труба плотно фиксируется к ролику устройства. Проходя между роликом и шаблоном труба приобретает необходимую форму
Вальцовочный способ гибки труб
Арбалетный способ гибки труб
Гибка труб методом обкатки
Гибка труб методом намотки
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов - минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.

Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали – основание (1), гидравлический домкрат (2), пуансон (3) и крепеж в виде болтов. Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Поворотная платформа не единственный вариант регулирования параметров изгиба профильной трубы, это можно осуществить при помощи крайних вальцов. Для этого в опорных пластинах и швеллере проделывают отверстия, чтобы элементы были подвижными. Подымать крайнюю платформу можно любым домкратом, который найдется в хозяйстве
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку.
Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
Сборку трубогиба с поворотной платформой осуществляют в следующей последовательности:
Галерея изображений
Для изготовления трубогиба понадобятся такие материалы: труба, швеллер - 2.5м, подшипники, домкрат, петли, вальцы
Необходимо разрезать швеллер на две части - одна из них будет основной платформой, а вторая - направляющей. Их соединяют при помощи металлических петель
На следующем этапе необходимо нарезать 6 кусочков трубы шириной 2 см и выгнуть их для крепления подшипников
Отрезав вальцы необходимой длины их нужно соединить с подшипниками и приварить конструкцию к рабочей платформе
Центральный каток необходимо приваривать на возвышении 8-9 см над платформой. Это необходимо для того чтобы под ним могла пройти профильная труба
При помощи сварки соединяем рабочую платформу с основой и проверяем надежность всех соединений
На последнем этапе красим изделие, ждем пока высохнет краска и проверяем нашу самоделку в работе
Шаг 1 - подготовка инструментов и материалов
Шаг 2 - собираем рабочую платформу
Шаг 3 - нарезаем трубу для подшипников
Шаг 4 - соединяем вальцы и подшипники
Шаг 5 - привариваем центральный каток
Шаг 6 - сооружаем основу для катка
Шаг 7 - соединяем все части изделия
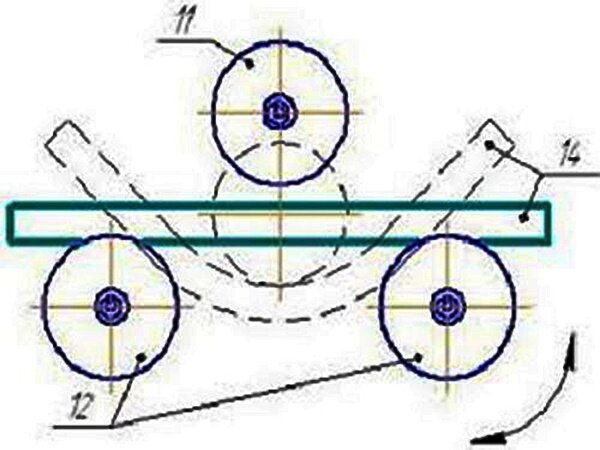
Шаг 8 - проверка работоспособности станка
Прокатный станок с тремя роликами
На этом станке трубу укладывают на ролики, расположенные по бокам. Верхний подвижный ролик опускают на изделие сверху и таким путем фиксируют его. Далее, вращают ручку и через цепь передают движение валам. Труба протягивается и меняет свою геометрию.
Постепенно усиливая нажим путем закручивания прижимного болта, и протягивая заготовку, добиваются изгиба трубы под необходимым углом.

Профилегибочный трехроликовый станок оснащен тремя роликами. Подсоединив к такому станку электродвигатель мощностью 1,5 кВт, можно гнуть трубы сечением до 8 см за один раз
Чтобы изготовить станок, работающий по такой схеме, необходимо заготовить полку и профильный металлический прокат для каркаса, валы, 4 прочные пружины, цепь, подшипники, крепеж, другие детали. Для крепления подшипников потребуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) - для подвешивания на пружинах. Эти элементы, скорее всего, придется заказать в мастерской, а остальное можно выполнить собственноручно.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезают резьбу под зажимные болты и делают пазы. В полках из швеллера выполняют посадочные места под прижимной вал. На заключительном этапе собирают конструкцию начиная с установки каркаса.
После, прижимной вал на пружинах, присоединенный к полке посредством шпоночного соединения, подвешивают. Опорные валы устанавливают по бокам и натягивают между ними цепь, применяя в качестве держателя магнитный уголок.
На один из них крепя ручку с поворачивающейся трубкой, затем выполняют работы по монтажу домкрата. Присоединяют его к платформе болтами и сваркой.
При монтаже подвесного вала соблюдают определенную последовательность: сначала устанавливают его на полку, к ней приваривают гайки под пружины, переворачивают площадку и подсоединяют к пружинам. Следует учесть, что с увеличением расстояния между роликами, усилия, прилагаемые для изгиба, уменьшаются.
Для сборки трубогиба прокатного типа потребуется:
Галерея изображений
Для начала необходимо приобрести или заказать в токарной мастерской валы необходимого размера. Для обеспечения подвижности этих элементов на них закрепляют шестеренки и подшипники
Вооружившись болгаркой и сварочным аппаратом из профильного металлопроката изготавливают каркас будущего трубогиба
На этом этапе к каркасу изделия нужно прикрутить прижимной вал и приварить гайки для крепления пружин
На самом верху конструкции при помощи сварочного аппарата приваривается кусок профиля для крепления пружин
Устройство приводится в действие при помощи цепи. Ее натягивают между валами и закрепляют таким образом, чтобы она не провисала
Для облегчения использования станка, к нему приделывается ручка для вращения вала – это убережет руки пользователя от образования мозолей
На последнем этапе станок для гибки труб рекомендуется покрасить, а после высыхания можно приступать к тестированию устройства
Из этой статьи вы узнаете, как своими силами собрать станок для гибки труб. Также в статье вы найдёте информацию о том, как сделать трубогиб своими руками, видео и чертежи с комментариями по сборке и применению станка. Мы расскажем о нюансах монтажа и поделимся секретами.
Станки для гибки труб необходимы не только в профессиональной, но и домашней работе. Особенно актуальны загибы труб по большому радиусу — из них делают рёбра каркасов теплиц, козырьков, парников. О том, как сделать простые станки для гибки труб, мы расскажем в этой статье.
В чём разница между гнутьём круглых и профильных труб
Трубы прямого и круглого сечения изначально имеют разное назначение — круглые для водопровода (иногда столбов), прямые для каркаса. Поэтому требования к герметичности и сохранности стенки у них разные — круглая труба должна максимально сохранить свойства. В связи с этим упорные колёса и оправки всегда имеют жёлоб под определённый диаметр. Колёса и бабки для профильной трубы имеют либо прямоугольный жёлоб, либо вообще «зуб» по всей окружности. Он подминает внутрь стенку трубы и тем самым сохраняет размеры сечения. Это актуально потому, что прямой профиль загибают под малым радиусом в основном с целью получить декоративные элементы так называемой «холодной ковки».
Профильный трубогиб на вальцах своими руками
Домашний самодельный вариант этого станка схематично взят с заводских моделей . Конструкция максимально упрощена и под силу начинающему мастеру. По принципу работы вальцевые станки разделяют на два основных вида — с пресс-вальцами и с подъёмной платформой (платформами). При этом основная конструкция практически совпадает, разница лишь в том, какой элемент будет задавать радиус арки. Мы рассмотрим простую конструкцию с подъёмной платформой.
 1, 3 — швеллер; 2 — стойки; 4 — вальцы; 5 — петля; 6 — домкрат
1, 3 — швеллер; 2 — стойки; 4 — вальцы; 5 — петля; 6 — домкрат
Для создания станка понадобится три пары подшипников с посадочным диаметром не менее 30 мм — это будет основа вальцев. Также к ним следует подобрать сами валы, чтобы они садились в подшипники (лом, круг, заводские валы, детали авто- мототехники). Остальной материал — швеллер, стальная пластина 10 мм, уголок — можно варьировать в зависимости от имеющихся запасов.
Выполнение работы:
- Взять надёжную основу, например, толстостенный швеллер 100-150 мм длиной 800 мм.
- Из такого же швеллера нужно сделать платформы — два отрезка по 300 мм.
- В 500 мм от одной из сторон вертикально привариваем центральную стойку высотой 350 мм из квадратной трубы или спаренного швеллера.
- Сверху строго горизонтально навариваем неподвижную платформу и заднюю стойку к ней.
- Наращиваем стенки из профильной трубы на высоту 120 мм. Высота должна быть выдержана таким образом, чтобы размер на чертеже был не менее максимальной толщины трубы, которую предполагается гнуть.
- Для создания подвижной платформы нужно сделать петлю. Подбираем трубу и «палец», чтобы входил в неё без люфта. Режем трубу в ширину швеллера и разделяем на три части. Две крайние привариваем к станине, а третью (среднюю) — к отрезку швеллера 300 мм. Монтируем соединение «на палец».
- К обеим частям платформы в 50 мм от края навариваем подшипники с обеих сторон, а также на наращённых стенках. Усиливаем уголками.
Внимание! Следите за соосностью подшипников — перекос не позволит установить вал.
- Устанавливаем вальцы в подшипники. На средний валец монтируем съёмный вороток, например, педаль от велосипеда.
- Под конец подвижной платформы нужно завести регулирующий механизм. В идеале — гидравлический домкрат, но можно обойтись и резьбовым (тяга от станка, нога от лесов). Подъёмник также закрепить к основе на болты.
- По желанию к основе можно приварить лапки для монтажа на болты.
Домашний трубогиб, видео
Гидравлический профильный трубогиб для малых радиусов
Трёхточечный станок отличается от других разновидностей трубогибов не столько приводом (гидравлика), сколько образом приложения усилия. Принцип действия этого устройства предельно прост — участок трубы, зафиксированный упором в двух точках, продавливается в середине (в третьей точке) радиальной бабкой-оправкой с жёлобом, постепенно принимая её форму.
Этот трубогиб удобен тем, что его можно скомпоновать на подвижной платформе с колёсами для транспортировки. Платформа будет нужна в любом случае, т. к. усилие, направленное на оправку, нужно будет компенсировать упором. Давление такой силы можно оказать механическим (резьбовым) либо гидравлическим домкратом.
Для изготовления трубогиба понадобится материал:
- Стальные пластины 10 мм размерами 600х150 мм — 2 шт., 300х80 — 1 шт.
- Полоса или вырезка из пластины 6-10 мм длиной 450 мм — 4 шт.
- Болты с гайками Ø 10 мм и 20 мм.
- Пружины на растяжение 200 мм.
Инструмент:
- Сварочно-слесарный — мощная болгарка, сварочный аппарат, дрель от 850 Вт (станок).
- Измерительно-разметочный — рулетка, угольники, маркер, кернер.
- Расходный материал — диски по металлу отрезные и шлифовальные, свёрла по металлу 6, 10 и 16 мм.
Станок будет состоять из пространственно-жёсткой рамы и съёмного автомобильного домкрата. Главное достоинство разборного станка — возможность использования домкрата отдельно — не нужно приобретать его специально для трубогиба. В принципе, силовой привод может быть хоть дизельный ДВС. Главная его задача — выдать достаточное усилие для преодоления сопротивления трубы.
Изготовление рамы
Рама состоит из двух зеркальных элементов — каркасных стенок — и пятки, на которую будет установлен домкрат. Элементы конструкции компонуются согласно чертежу.
 1 — болты; 2 — домкрат; 3 — оправка
1 — болты; 2 — домкрат; 3 — оправка
Разметка рабочей пластины производится от вертикальной оси (если рама стоит вертикально). Первые нижние отверстия располагаются в 40 мм от края и в 75 мм от оси. Оси крайних отверстий — в 25 мм от наружного края. Разметив таким образом первое и крайнее отверстия крыла, можно построить ось промежуточных отверстий, затем разбить её на равные отрезки. Пересечения рисок и наклонной оси будут осями отверстий.
Отверстия Ø 22 мм лучше сверлить в несколько подходов, постепенно увеличивая диаметр (например, Ø 6, Ø 10, Ø 18, Ø 22). Это особенно актуально, если в распоряжении нет сверлильного станка, а только дрель.
Внимание! Помните, что чем больше диаметр, тем ниже должна быть скорость вращения сверла и сильнее нажим.
Зеркальная пластина изготавливается аналогичным образом. Нижнюю упорную пластину следует разметить по осям равномерно и выявить места монтажных отверстий для домкрата. Пятка домкрата всегда имеет штатные отверстия для крепления.
Высота конструкции определяется размерами имеющегося домкрата и расстоянием от дна жёлоба оправки до контактной поверхности упорного ролика (бабки) строго по вертикали (размер а на чертеже). Расстояние а должно быть равно примерно 20 мм при полностью задвинутом штоке домкрата (без нагрузки). Это нужно для установки трубы минимального диаметра (15-16 мм).
Свободные углы (заштрихованы жёлтым) можно срезать. Все кромки и торцы следует ошлифовать болгаркой, желательно затем пройти диском «лепесток».
Сборка станка
Расстояние между зеркальными пластинами должно быть на несколько миллиметров больше максимального диаметра трубы, которую предстоит гнуть. Для станка данного типа оптимальный максимум — 50 мм. Итого между пластинами 53-55 мм. Упорные ролики должны быть точно такого размера (по высоте цилиндра), их следует установить в первую очередь перед сваркой. Определив местоположение стальных полос на пятке, свариваем конструкцию воедино.

Затем в нижней трети определяем оптимальное положение промежуточной полки и крепим к ней пружину обратного хода. Крепление пружины к штоку домкрата подбирается индивидуально, исходя из конструкции домкрата и подручных средств.
Специальные элементы
В трёхточечном трубогибе есть один нюанс — одну деталь никак не получится сделать в домашних условиях и придётся обращаться к токарю или покупать. Это оправка. Изготовление одной оправки стоит от 10 до 25 у. е. в зависимости от размера и сложности. Цена оправок в магазине — от 20 у. е.
Упорные ролики также достойны особого упоминания. Они могут представлять собой мощную стальную втулку под ось 20 мм (болт). По наружной плоскости можно наварить самодельные оправки под основные диаметры — 25, 32, 38 и 50 мм или профили. Оправку для упорного ролика можно изготовить, вырезав её из трубы большего диаметра и подрихтовать молотком.
Упрощённые варианты станка
Для большого объёма работ с тонкими (16-25 мм) трубами, а также тонкостенными (медь, алюминий, нержавейка) можно собрать простой вариант описанного станка буквально из нескольких полос металла. Такой станок будет в разы легче, но при этом диапазон диаметров заготовки ограничен. Главное отличие — отверстия расположены в ряд перпендикулярно штоку домкрата.
Если в наличии нет гидравлического домкрата, можно заменить его резьбовым, смонтировав на месте в упорную пятку рамы. Для этого нужно прожечь в ней отверстие и наварить гайку под резьбовой шток, подобно тому, как сделан трубогиб, видео которого расположено ниже.
Ручной трёхточечный трубогиб с резьбовым домкратом на видео
Удобство конструкции заключается в том, что её можно полностью видоизменять, сохраняя основной принцип трёх контактных точек. В итоге можно получить тот же трубогиб, но из других материалов. В стационарном исполнении он может выглядеть так:
Вертикальный трёхточечный трубогиб смотрите на видео
Вершиной удобства и технологичности, без сомнения, будет гидравлический домкрат с электроприводом. Это «высший пилотаж» домашнего мастера, но вполне возможный вариант при развитом навыке и доступе к токарному цеху. Такие модели есть в продаже.
Для того чтобы собрать трубогиб своими руками, важны не столько чертежи, сколько наличие инструмента и подручного материала — металла, колёс, подшипников и т. д. Используя наши советы и собственный навык, это вполне по силам домашнему мастеру.
Довольно часто при изготовлении теплиц, парников, арок, ограждений, душевых кабин, металлической каркасной мебели и других конструкций применяются холоднокатаные профильные трубы, которые необходимо изогнуть. Решить такую проблему можно с помощью специального трубогиба, который хорошо справится с созданием изгиба труб. Однако приобрести фабричный вариант такого инструмента сможет не каждый. Поэтому домашние умельцы, да и многие профессионалы изготавливают трубогибы своими руками. Для этого нужно воспользоваться советами, изучить чертеж конструкции и посмотреть видеоинструкцию.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов , которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
 При этом самыми удобными считаются электромеханические инструменты
, с помощью которых может быть обеспечен наиболее точный радиус и угол изгиба. Использование такого трубогиба не влечет за собой каких-либо деформаций профиля.
При этом самыми удобными считаются электромеханические инструменты
, с помощью которых может быть обеспечен наиболее точный радиус и угол изгиба. Использование такого трубогиба не влечет за собой каких-либо деформаций профиля.
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие , с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
 При изгибе труб первыми тремя способами радиус изгиба задается шаблоном. Кроме этого, при арбалетном способе все давление от штока передается на заготовку в верхней точке шаблона
, где металл больше всего подвержен растяжению. Поэтому тонкостенные изделия в этом месте могут терять форму или даже разрываться.
При изгибе труб первыми тремя способами радиус изгиба задается шаблоном. Кроме этого, при арбалетном способе все давление от штока передается на заготовку в верхней точке шаблона
, где металл больше всего подвержен растяжению. Поэтому тонкостенные изделия в этом месте могут терять форму или даже разрываться.
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Трубогиб своими руками: чертеж, видео инструкция
Самодельные трубогибы могут быть сделаны в различных вариациях. Даже самые простые из них способны обеспечить радиус изгиба. Трубы на них сгибаются при помощи шаблона.
Простейший шаблонный трубогиб
 Шаблон для такой конструкции выполняется своими руками из деревянных досок
, толщина которых должна быть немного больше диаметра сгибаемых труб.
Шаблон для такой конструкции выполняется своими руками из деревянных досок
, толщина которых должна быть немного больше диаметра сгибаемых труб.
Доски выпиливаются с небольшим наклоном, что позволяет заготовке не соскальзывать. Между собой и к основанию доски крепятся любым удобным способом.
К тому же основанию рядом с шаблоном необходимо прикрепить упор , в который при сгибе будет упираться заготовка. Расстояние между ним и шаблоном должно быть таким, чтобы трубу в этот зазор можно было легко вставить.
Трубогиб готов и теперь его можно использовать по назначению. Для этого необходимо:
- Один конец заготовки вставить между упором и шаблоном.
- Взяться за противоположный конец трубы и аккуратными плавными движениями согнуть ее по шаблону.
- Чтобы заготовку можно было более легко и удобно согнуть, на ее противоположный конец можно надеть рычаг в виде трубы большего диаметра или прочного стержня.
Вместо деревянного шаблона по соответствующей линии изгиба на фанере можно закрепить металлические крючки. Такой трубогиб будет хорошо тем, что крючки можно переставлять , тем самым регулируя радиус изгиба заготовки.
Для того чтобы с помощью таких простейших инструментов можно было согнуть толстостенное изделие, рекомендуется применять ручную лебедку.
Как сделать трубогиб с прижимным роликом?
 Изготовленный из деревянных роликов инструмент имеет преимущество в том, что при его применении трубы не деформируются.
Изготовленный из деревянных роликов инструмент имеет преимущество в том, что при его применении трубы не деформируются.
Материал для основания такого трубогиба выбирается в зависимости от предполагаемых нагрузок. Поэтому для его изготовления берется плотная фанера или лист металла.
Держатель для прижимного и центрального ролика (шаблона) можно сделать из металлической заготовки П-образной формы. Он должен свободно вращаться вокруг прикрепленного к основанию центрального ролика. К держателю крепится рычаг в виде длинной ручки , а на основание – упор.
Для небольших заготовок можно своими руками выполнить прижимной трубогиб на два разных радиуса изгиба. Для этого шаблон нужно сделать с закругленными углами , каждый из которых должен иметь свой радиус. Ручка такого инструмента должна иметь два отверстия, с помощью которых ее можно снимать и устанавливать на другое место.
Гидравлический станок для гибки профильных труб
 Изготовление такого трубогиба своими руками является достаточно трудоемким процессом. Состоит он из гидроцилиндра, трубных упоров, нагнетательного устройства и планок.
Изготовление такого трубогиба своими руками является достаточно трудоемким процессом. Состоит он из гидроцилиндра, трубных упоров, нагнетательного устройства и планок.
Для того чтобы сделать гидравлический станок понадобится:
- гидравлический домкрат примерно на 5 тонн;
- металлические пластины;
- швеллер;
- 2-3 ролика;
- башмак.
В первую очередь следует выполнить конструкцию из швеллера, которая должна быть оснащена роликами и башмаком. После этого из аналогичного материала делается каркас станка.

Последнюю платформу станка нужно будет укрепить металлическими пластинами. После этого на эту полку устанавливается домкрат. Конструкция закрепляется болтами и к ней крепится ручка.
Выполненные для гидравлического трубогиба ролики устанавливаются на равной высоте в прямоугольном швеллере и крепятся при помощи болтов. Ниже нужно будет установить башмак. Расположение этих элементов определяет необходимый радиус изгиба трубы.
Станок с гидравлическим приводом готов. Более подробную инструкцию его изготовления своими руками можно посмотреть по видеоролику.
Технология гибки:
- Труба вставляется в башмак и обеих сторон закрепляется.
- Далее задействуется домкрат, ручку которого нужно начать медленно вращать.
- Создаваемое гидравлическим приводом усилие будет передаваться на ролик и изделие начнет сгибаться под заданным углом.
Работу станка остановить можно в любой момент. А чтобы вытащить трубу, достаточно будет прокрутить ручку в противоположную сторону на пару оборотов.
Гнуть профильные трубы в домашних условиях можно самыми различными изготовленными своими руками конструкциями. И домашние мастера, и профессиональные инженеры все больше совершенствуют самодельные трубогибы, чертежи которых можно найти в интернете.