При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Суть технологии пайки заключается в нагреве зоны контакта с последующей ее заливкой жидким металлическим легкоплавким припоем. После остывания расплав обеспечивает электрический контакт. Перед тем как припаять провода, обычно необходима дополнительная обработка соединяемых поверхностей (чаще всего т.н. лужение проводов), что гарантирует долговременную стабильность.
При отсутствии вибраций и ударных нагрузок для мелких деталей достигается неплохая прочность соединения. Во всех прочих случаях паяют с дополнительной фиксацией.
Что может понадобиться для пайки?
Для пайки требуется источник тепла. Можно паять с использованием открытого пламени, электрической спирали, а также луча лазера. Последний позволяет паять даже чистым металлом. Дома пользуются преимущественно электрическим паяльником. Он предназначен для:
- монтажа и ремонта различных электронных схем;
- конструирования и ремонта электротехнического оборудования;
- лужения слоем припоя различных металлических изделий.
Паяльник
Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.
Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
Деревянная или пластиковая рукоятка имеет форму простой ручки. Электронные схемы паяют изделиями небольшой мощности, оборудованных пистолетными рукоятками с кнопкой-курком для быстрого разогрева жала. Один из вариантов такого инструмента показан на рисунке 2.
 Рисунок 2. Радиомонтажный паяльник пистолетного типа
Рисунок 2. Радиомонтажный паяльник пистолетного типа
Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В.
220 – вольтовые паяльники из соображений обеспечения электробезопасности должны комплектоваться 3-контактной вилкой, обеспечивающей надежное заземление. Для 12-вольтовой техники достаточно простой 2-контактной плоской вилки.
Припой
Паяют припоем – сплавом олова со свинцом, возможны добавки иных металлов. Припой имеет форму трубки или проволоки различного диаметра. Трубчатый припой заполнен внутри канифолью, паять с его помощью более удобно.
Свинец вводят в сплав для уменьшения стоимости. Его удельное содержание различно, что прямо отражается в марке. Например, ПОС-61 (очень популярный третник) означает:
- П – припой;
- ОС – оловянно-свинцовый;
- 61 – с 61-процентным содержанием олова.
В быту паяют сплавами с уменьшенным содержанием олова, лужение посуды целесообразно выполнять составом ПОС-90.
Кроме того, паяют мягкими и твердыми припоями. Мягкие составы имеют температуру плавления менее 450, остальные относят к твердым. Температура плавления припоя ПОС-61 составляет 190 – 192 °С. Из-за сложностей разогрева высокотемпературную пайку с привлечением твердых припоев электрическим инструментом не выполняют.
Составами с добавлением легкоплавких металлов: алюминия и кадмия – паяют алюминий. Из-за повышенной токсичности паять с их помощью можно только при отсутствии альтернативы.
Флюс
Паяют обязательно под – вспомогательным компонентом, обеспечивающим:
- растворение окисных пленок на поверхности соединяемых деталей;
- хорошее сцепления с ними паяльного сплава;
- улучшение условий растекания сплава по поверхности тончайшим слоем.
Обычно в этом качестве используют канифоль, а также составы на основе ее смеси со спиртом, глицерином и цинком. Канифоль имеет температуру размягчения чуть выше 50°С, при 200°С кипит. Химически канифоль довольно агрессивна по отношению к металлам и гигроскопична, при насыщении влагой быстро увеличивает проводимость. В зависимости от добавок и их концентрации демонстрирует свойства нейтральных или активных флюсов.

Канифольный флюс продается в виде порошка, кусками или раствора канифоли.
Серебро, нержавеющую сталь и некоторые другие металлы можно паять только с помощью специальных флюсов (известны как кислотные флюсы или паяльные кислоты).
Некоторые монтажники, которые паяют провода, для улучшения качества облуживания выполняют предварительный нагрев на таблетке аспирина, пары которого выполняют функции флюса.
Паяльные пасты
Паяльная паста это композиция из припоя и флюса. Ею паяют в труднодоступных местах, а также при установке безвыводных электронных элементов. Состав наносят на компонент, который затем просто прогревают жалом.
Пасту можно изготовить самостоятельно. Для этого оловянные опилки смешивают с жидким флюсом до гелеобразной консистенции. Хранят пасту в герметичной упаковке, срок годности из-за окисления олова не превышает шести месяцев.
Подставка для паяльника
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок 3 показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.
 Рисунок 3. Самодельная подставка для мощного паяльника
Рисунок 3. Самодельная подставка для мощного паяльника
Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом.
Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.
 Рис. 4. Пример паяльной станции с индикатором
Рис. 4. Пример паяльной станции с индикатором
Оплетка для удаления припоя
С оплеткой паяют в тех случаях, когда необходимо удаление припоя с печатной платы при демонтаже деталей. Представляет собой плотную сетку из покрытых флюсом тонких медных проволок.
Принцип действия основан на поверхностном эффекте: сетка «впитывает» припой, расплавленный на печатной плате, за счет капиллярных сил.
Обычно ширина оплетки составляет около 5 мм, поставка рулонная в корпусе диаметром примерно 5 см.
Функции удаления припоя может выполнять внешняя оплетка старого гибкого коаксиального кабеля.
Меры безопасности
Соблюдение техники безопасности:
- способствует защите от термических ожогов;
- предотвращает возникновение пожара;
- защищает от поражения электрическим током.
Прежде чем начинать паять, следует убедиться в исправности кабеля питания. Жало не должно касаться поводов, а также прочих предметов. Паяльник необходимо всегда класть на подставку. Запрещается касаться его корпуса, брать инструмент можно только за ручку.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
 Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо , то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.
 Рисунок 6. Спаянные однопроволочные провода
Рисунок 6. Спаянные однопроволочные провода
Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.
 Рисунок 7. Пайка выводов радиодеталей на печатной плате
Рисунок 7. Пайка выводов радиодеталей на печатной плате
Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.
 Рис. 8. Вариант исполнения паечного пинцета
Рис. 8. Вариант исполнения паечного пинцета
На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Заключение
Соединение пайкой обеспечивает высокое качество в сочетании с технологичностью. Процедура проста в реализации (научиться паять можно за пару часов), но необходимо аккуратно выполнять нескольких последовательных операций, тщательно соблюдая технологию работы.
Правильно паять можно только при наличии исправного инструмента.
Возможные проблемы при пайке Паяют всегда со строгим соблюдением правил техники безопасности.
Видео уроки, как паять
Каждый начинающий электронщик задавался вопросом: «А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?» Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
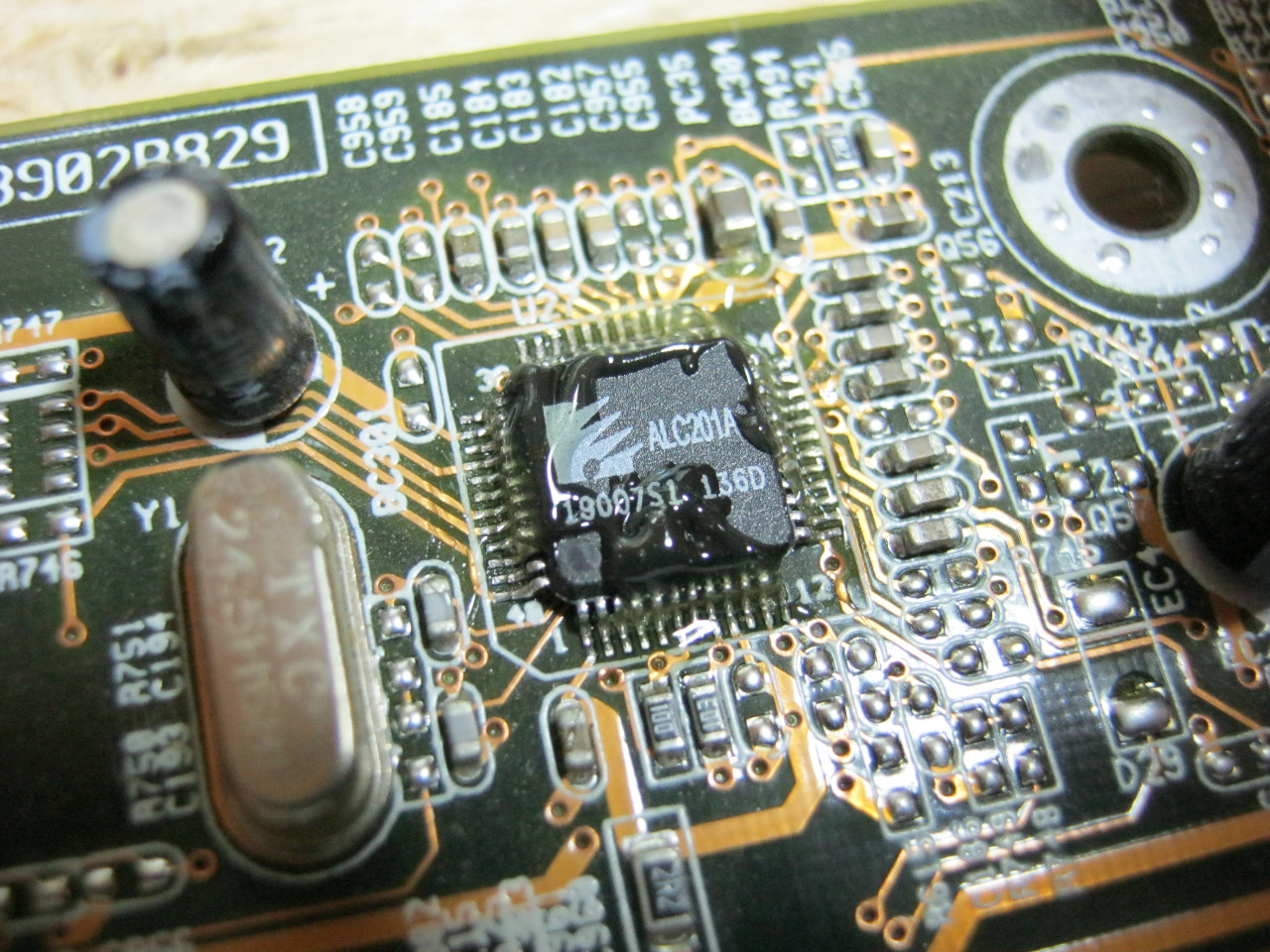
У каждой микросхемы имеется так называемый «ключ». Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
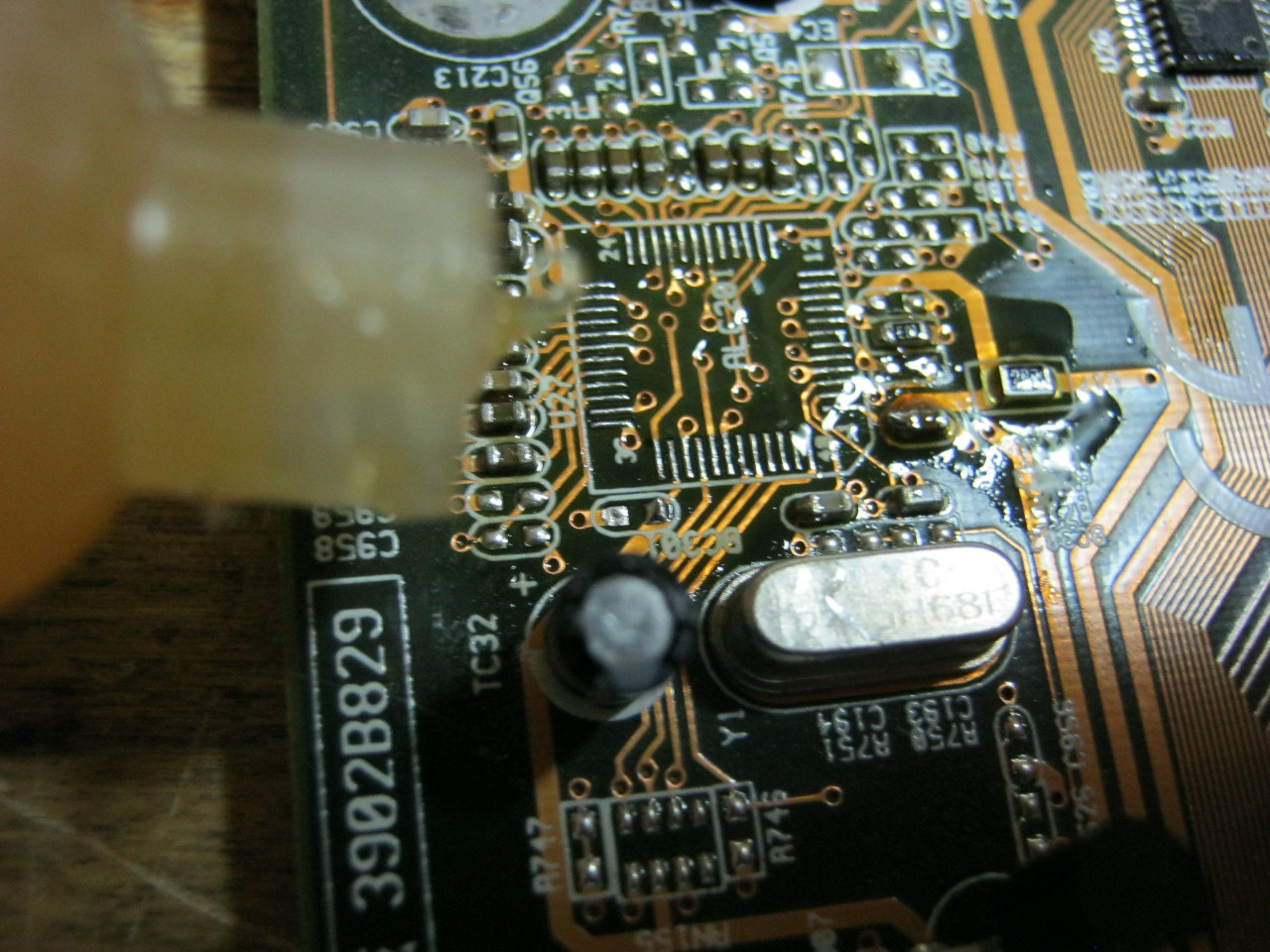
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.

Готово!
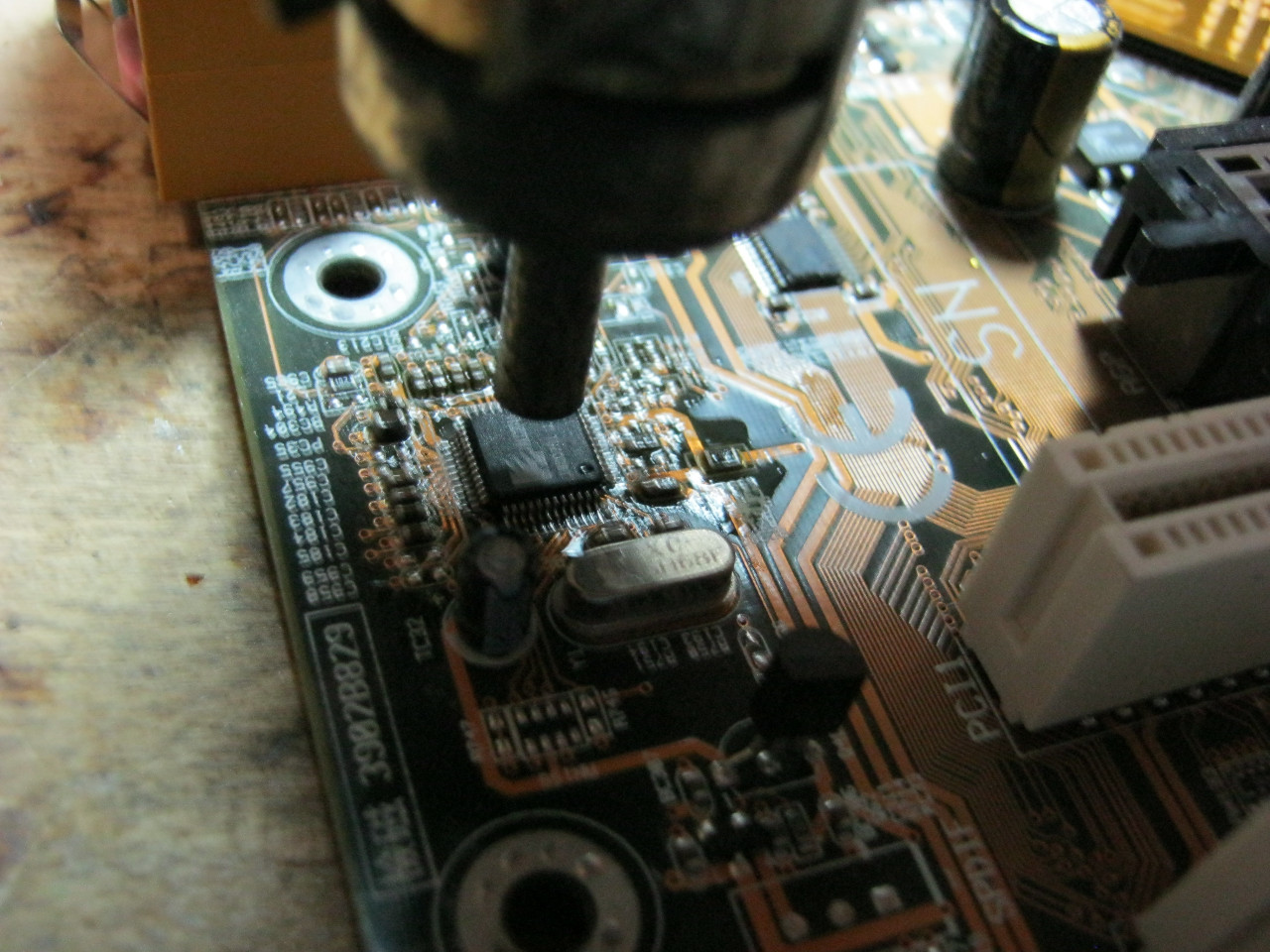
Выставляем температуру фена на 330-350 градусов и начинаем «жарить» нашу микросхему спокойными круговыми движениями по периметру.

Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.

В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:

Вот так выглядят для него насадки

Купить можно по этой ссылке .
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.

Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.

Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка — это Goot Wick .

Вот что у нас получилось:


Должно получиться вот так

Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.

Напоследок все это чуточку смазываем флюсом
Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.
Напоследок чуток еще смазываем флюсом и по периметру «приглаживаем» контакты микросхемы к пятакам с помощью паяльника.

Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.

Думаю, теперь вы знаете, как паять микросхемы правильно.
В наши дни большинство электронных устройств работает на микросхемах. Поэтому рано или поздно каждый домашний мастер сталкивается с пайкой микросхем. На первый взгляд процесс не представляет собой какой-либо сложности: бери в руки паяльник и прикрепляй элементы к плате. Но здесь необходимо понимать, что существует огромная разница между пайкой большого резистора и микросхемы для сотового телефона.
Термовоздушная паяльная станция имеет регулируемый диапазон нагрева, что сводит к минимуму риск пережечь спаиваемые компоненты.
Каждый конкретный случай требует того метода, который будет наиболее эффективным. Если в первом случае подойдет обыкновенный электрический паяльник с мощностью не более 40 Вт, припоем и твердой канифолью, то для пайки микросхем BGA не обойтись без безотмывочного флюса, термовоздушной станции, паяльной пасты и трафаретов. Не лишней будет и станция подогрева плат.
Минимальный набор инструментов для работы
Прежде чем приступать к соединению сложных элементов, начинающий домашний мастер должен ознакомиться с основами обычной пайки. Как правило, она производится при помощи простейшего электрического паяльника с медным наконечником, называемым жалом.
Кроме того, для любого припаивания необходим минимальный набор материалов:

- Припой. Сплав олова и свинца, отличающийся высокими легкоплавкими свойствами и используемый для крепления элементов к материнской плате или друг другу. В недавнем прошлом для припоя применяли чистое олово, но сегодня такой материал неоправданно дорог. Кроме того, прочностные характеристики сплава свинца с оловом ничем не уступают чистому металлу. В специализированных торговых центрах можно приобрести разные виды припоя, которые имеют стандартные либо улучшенные свойства.
- Флюс. Использование флюсов облегчает процесс пайки и предотвращает окисление металла спаиваемых элементов. Сегодня самым популярным материалом, который используется в роли флюса, является очищенная древесная смола — канифоль. В магазинах можно найти специальные составы, предназначенные для пайки конкретных металлов. Так, при спаивании никеля, нержавеющих сталей и алюминия может использоваться вещество, изготовленное из канифоли и кислоты.
К работе можно приступать только тогда, когда все инструменты для пайки собраны.
Вернуться к оглавлению
Основные правила контактной пайки
Главное правило качественной пайки — обеспечить чистоту поверхностей. Даже новые элементы, приобретенные в магазине, могут быть покрыты различными загрязнениями и окислами. Таким образом, если на металле обнаружен окисел темно-серого или зеленого цвета, его необходимо удалить при помощи наждачной бумаги или перочинного ножа. Неочищенные загрязнения будут препятствовать пайке, а затем и качественной работе прибора.
Второе правило заключается в необходимости проведения лужения. Лужение — это покрытие свариваемых поверхностей ровным и тонким слоем припоя. Обычно новые элементы для микросхем продаются в магазинах уже с лужеными контактами и выводами, но если это не так, данное действие необходимо выполнить самостоятельно.

Для обеспечения качества соединения, контакты элементов перед пайкой необходимо залудить.
В домашних условиях лужение контактов элементов и проводов производится при помощи электрического паяльника. В первую очередь необходимо очистить поверхность от окислов, затем нанести на нее канифоль. Алгоритм работы прост: контакт или вывод элемента прикладывается к куску канифоли и прогревается наконечником паяльника, на который нанесено немного припоя. Далее расплавленный припой аккуратно распределяется по всей обрабатываемой поверхности. Когда температура прогревания достигнет нужного уровня, канифоль начнет испаряться. На поверхности элемента образуется ровное и гладкое покрытие, не имеющие катышков или комочков.
Третье правило предусматривает работу только хорошо прогретым паяльником. В рабочем состоянии наконечник паяльника должен иметь температуру не менее 180°С. Так как простейшие инструменты не имеют шкалы нагрева, судить об их готовности можно по вскипанию канифоли при касании ее жалом. Если же вещество не плавится, а медленно растекается, инструмент еще не готов. Работа недогретым инструментом приведет к появлению пайки, имеющей вид темной шероховатой кашицы.
Для проведения качественности пайки необходимо запомнить четвертое правило: паяный контакт, изготовленный согласно всем правилам паяльных работ, должен иметь блестящую и ровную поверхность, обладающую характерным металлическим глянцем. Чтобы достичь этого, необходимо учитывать размеры обрабатываемых поверхностей. Так, чем больше площадь пайки, тем большей теплопередачи потребует работа, то есть мощность паяльника полностью зависит от площади пайки. Для печатных плат с плотным расположением элементов или малогабаритных радиоэлементов используются инструменты с мощностью от 25 до 40 Вт, в иных же случаях следует использовать более мощные приборы.
Вернуться к оглавлению
Условия для проведения пайки

При спайке деталей материнской платы необходимо соблюдать несколько важных условий:
- следить за временем работы и не перегревать плату и металлические дорожки выше 240-280°С (это критическая температура, превышение которой может привести к расслоению или деформации платы в месте нагрева);
- производить жесткую фиксацию обрабатываемых элементов: любая незначительная вибрация или смещение нарушит качество спаивания;
- осуществлять работы в хорошо проветриваемом помещении, так как пары канифоли и свинца неблагоприятно воздействуют на органы дыхания;
- проводить работу аккуратно и неторопливо, максимально защищая глаза и руки от ожогов.
При соблюдении всех вышеописанных правил паяльные работы не приведут к порче обрабатываемых поверхностей и не потребуют переделки.
Вернуться к оглавлению
Алгоритм пайки микросхемы
Сложность работы с микросхемами заключается в слишком близком расположении элементов, что делает процесс монтажа затруднительным.
Если в наличии имеется специальное оборудование для пайки микросхем, это существенно упростит задачу, но при необходимости работу можно выполнить и простым паяльником с жалом в форме шила.

Правильное расположение микросхемы: ключ (обведен красным) должен располагаться возле скошенного угла квадрата.
Всю работу можно разделить на 2 фазы. Первая фаза предполагает лужение (нанесение канифоли и припоя на элементы), а вторая — установку элементов в нужные места платы. Для того чтобы работа была произведена качественно, необходимо кроме вышеуказанных инструментов и материалов подготовить 1 или 2 пинцета, лучше с зажимами.
Когда паяльник достаточно разогрет, можно приступать к работе. В первую очередь рекомендуется произвести лужение пятачков на плате, куда будут устанавливаться нужные элементы. Работа производится следующим образом:
- на пятачки платы, куда будут устанавливаться элементы, капается немного флюса;
- затем на жало паяльника наносится припой;
- легкими точными касаниями сплав переносится на пятачки.
Затем производится установка элементов. Элемент необходимо взять пинцетом и пристроить на место пайки. При работе с микросхемами элемент следует держать за ту ножку, которая будет подвергаться обработке. Пока одна рука держит пинцет с деталью, второй рукой требуется нанести каплю канифоли на ножку элемента и место пайки. Затем следует жалом паяльника коснуться обрабатываемых поверхностей. Так как плата уже была предварительно обработана при помощи лужения, ножка элемента погрузится в расплавленный припой. Таким образом процедура повторяется для всех ножек элемента.
Когда все элементы установлены на нужные места, желательно смазать флюсом и слегка пригладить разогретым паяльником контакты между ними, расположенные на поверхности материнской платы.
Для удобства проведения работы можно использовать не кусковую канифоль, а специальный жидкий флюс, который продается в строительных магазинах. Также специалисты рекомендуют приобрести дополнительное оборудование, которое облегчит пайку микросхем:
- жидкость для мытья плат (при использовании жидкого флюса высока вероятность попадания раствора на поверхность платы, что может негативно сказаться на ее эксплуатации);
- отсос, который убирает излишки припоя (сплав разогревается паяльником и втягивается в прибор);
- очки (позволяют избежать травмирования глаз при работе).
Стоит произвести пайку микросхем один-два раза — и эта работа не будет вызывать никаких затруднений. Главное, не торопиться и выполнять все с максимальной долей аккуратности и внимательности.
Все знают, что такое паяльник, и для чего он нужен, но не все умеют им пользоваться. А инструмент это весьма полезный не только в телевизионной мастерской, но и в домашнем хозяйстве. С его помощью можно качественно восстановить оборванный кабель, отремонтировать электроинструмент, бытовую технику и многое другое. Однако паяльником надо уметь орудовать, а также надо уметь правильно подобрать расходные материалы.
Если речь не идет о пайке микросхем и высоковольтного оборудования, то сам процесс не представляет какой-либо сложности. Большинство бытовых задач можно выполнить самостоятельно, не обращаясь к специалисту.
Устройство паяльника
Электрический паяльник обязательно имеет нагреватель. Нагреватель может быть нихромовым или керамическим. Керамические нагреватели по-своему хороши, но они довольно требовательны к условиям работы. Поэтому для домашнего хозяйства лучше всего подойдут электрические паяльники со спиральным нагревателем (ЭПСН). Это довольно неприхотливые и, что немаловажно, недорогие приборы.
Рабочей частью паяльника является жало. Нагреватель доводит его до высокой температуры, позволяющей плавить оловянный припой, которым ведется пайка. На корпусе паяльника обычно имеется винт, который фиксирует жало и с помощью которого можно регулировать его вылет. Ручка паяльника имеет расширение или отдельный фартук, который не дает руке даже случайно соскользнуть на разогретую часть.

В последние годы появились компактные газовые паяльники, сразу составившие конкуренцию паяльникам электрическим. Заправляются они очищенным бутаном, точно таким же, который используется для заправки зажигалок. Пайка газовым паяльником происходит за счет воздействия открытого пламени миниатюрного сопла. Температура пламени может регулироваться в пределах 750-1200°С. На одной заправке паяльник может работать 60-90 минут в зависимости от настройки. Такой инструмент способен полностью заменить электрический паяльник мощностью 150 Вт. Для бытовых нужд его более чем достаточно, если, конечно, речь не идет о пайке труб или кастрюль.
Выбор паяльника
Прежде всего, надо определить, для каких целей приобретается паяльник. Для дома обычно берут прибор, которым можно спаять кабели, провода, починить штекеры аппаратуры и т.д. Для этих целей подойдет прибор мощностью 25 Вт. Более мощные приборы применяются при пайке массивных деталей, а это уже промышленное применение. В то же время не стоит покупать слишком маломощные паяльники на 5-15 Вт. Они предназначены для пайки микросхем и тонкой аппаратуры, например для ремонта мобильных телефонов.
Обращают внимание при покупке паяльника для дома и на его входящее напряжение. Необходимо, чтобы это был прибор, работающий от 220 В, а не от 12 или 24…. Желательно чтобы у паяльника была вилка европейского образца. Современные дома уже все чаще оснащаются заземлением, которое в данном случае исключит электротравму при пробое на корпус.
Если жало в паяльнике извлекается, значит, при необходимости его можно заменить. Узнать это очень просто - паяльники со сменным жалом имеют болт (болты) фиксации на корпусе. Болт позволяет регулировать длину вылета, а она в свою очередь влияет на температуру открытой части.
Жала бывают медными и никелированными. Последние не обгорают, поэтому практически не нуждаются в уходе. Однако они несколько дороже. Красномедные жала время от времени необходимо чистить от припоя и править напильником. Никаких сложностей в этих операциях нет - берется напильник и с его помощью жалу придается требуемая форма. Желательно делать это при снятом жале, зажатом в тисках.
Что касается формы паяльников, то кроме классической «ручечной» формы в продаже можно встретить так называемые «пистолеты». Разница между ними только в форме ручки. Пистолетными бывают также быстроразогревающиеся паяльники с трансформатором, но они уже относятся к приборам профессионального класса. Многие специалисты считают, что классическая форма паяльника удобнее в работе.

Расходники для пайки
Припой . Соединение деталей при помощи пайки подразумевает использование припоя - сплава олова со свинцом. Процесс пайки можно сравнить с горячим склеиванием. Клеем в таком случае выступает припой.
Пропорции олова и свинца в припоях могут быть разными. Производители наносят маркировку, где цифрой обозначается процент олова, например ПОС-61 - припой оловянно-свинцовый, в котором содержание олова составляет 61%. Припой из такого сплава будет плавиться при температуре 180°С. Это намного меньше, чем температура плавления меди или алюминия, паять которые приходится чаще всего.
Изменения соотношения свинца и олова отражается и на температуре плавления припоя. Например, если олова в припое 40%, то температура плавления у такого сплава составит 240°С, а если олова 90%, то сплав начинает плавиться только при 310°С.
Маркировка припоев импортного производства отличается от отечественной. Чтобы понять, что за сплав перед вами, необходимо заглянуть в сопроводительные документы или поискать расшифровку маркировки в сети Интернет. Однако при бытовой пайке сплав припоя особого значения не имеет. Самый тугоплавкий припой плавится при 300°С, что также ниже t(пл.) меди или алюминия. Но работать легче всего с легкоплавкими припоями, поэтому следует отдавать предпочтение сбалансированным припоям, где олова и свинца примерно одинаково.

Удобнее всего пользоваться припоем в виде проволоки диаметром 1-3 мм. В продаже встречаются припои в виде трубки, заполненной флюсом. Такой припой - на любителя; многие специалисты отдают предпочтение простому проволочному припою, который оставляет возможность точнее дозировать припой и флюс.
Флюс необходим для защиты металлических деталей от теплового окисления. Медное жало паяльника быстро окисляется, в результате чего на нем образуется неметаллическая пленка, к которой плохо пристает припой. Флюс удаляет пленку окислов и способствует равномерному распределению припоя. Обработка деталей и контактов флюсом называется лужением.

Встречаются два вида флюсов - кислотные и некислотные. Кислотные флюсы чаще всего используют при пайке железных сплавов (чугун, сталь). После работы с кислотным флюсом необходимо удалить его остатки, чтобы кислота не разъедала металл. Работать с кислотными флюсами нужно очень осторожно, т.к. кислота легко разъедает кожу.
Из некислотных флюсов наиболее распространена канифоль - очищенная сосновая сера. Для большинства бытовых задач канифоли вполне достаточно. Качественная канифоль прозрачна и имеет янтарный цвет; она не так быстро пачкает жало и не сильно дымит. Можно также иметь под рукой ортофосфорную кислоту для случаев, когда окисление значительное.
Технология пайки

Когда нужно припаять одну деталь к другой, спаять контакт или концы проводов, наша задача заключается в том, чтобы закрепить спайку припоем.
- Хороший контакт и прочность спайки зависит от качества выполнения работы. Спаиваемые детали должны быть хорошо очищены, обезжирены и прогреты.
- Если выполняется пайка электрического провода или любых других электродеталей, необходимо убедиться в том, что они не находятся под напряжением.
- Производить пайку лучше всего под кухонной вытяжкой, чтобы дым канифоли сразу удалялся из помещения.
- Очень важно не перегреть спаиваемые детали. Сами они вряд ли расплавятся от паяльника, но пластик (например, изоляция провода) может пострадать от высокой температуры. Поэтому время воздействия высокой температуры на детали должно быть минимальным. Желательно произвести пайку в один заход.
- Соединяемые пайкой детали нужно залудить - обработать флюсом и припоем. Залуженные провода перестают гнуться, поэтому их скручивают без лужения и только потом паяют.
- При сращивании кабелей или проводов производят зачистку концов от изоляции, зачищают сам провод механически и обрабатывают флюсом при помощи паяльника. Чтобы качественно изолировать спаянные провода необходимо предварительно надеть на них кембрики из термоусадочного полимера. После этого концы провода свивают между собой и фиксируют припоем, который в итоге должен покрыть всю контактную часть.
- Место спайки закрывается термоусадочным кембриком, который после нагрева обволакивает спайку и надежно ее изолирует от контакта с другими проводами.
- Проволочный припой удобно подавать к месту спайки, а не набирать олово жалом. Но поскольку у человека только две руки, подавать припой получается только в том случае, если детали надежно зафиксированы. Не пытайтесь паять навису - только зря потратите время и нервы. Лучше сначала зафиксировать зажимом спаиваемые детали, а уже потом их паять.
Вот собственно и вся технология. Как видите, она нехитрая. Главное - соблюсти несколько простых правил и понимать, что для чего делается и в каком порядке.
Паяльник используется для широкого спектра работ. С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка с помощью паяльника проста и при внимательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой.
Выбор инструмента
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:
- электрические;
- термовоздушные;
- газовые;
- индукционные.

1-Электрический, 2-Термовоздушный, 3-Газовый, 4-Индукционный
Для работы с электрическими схемами и SMD-платами применяют электрические паяльники . В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее.
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Припои и флюсы
Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды.
Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.

Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки.

Подготовка к работе
Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений.
Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.

Чистка паяльника щеткой (можно использовать и напильник)

Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.


Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
Пайка плат и микросхем

Ниже видео, которое наглядно описывает весь процесс:
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
Пайка проводов
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
- Жилы накладываются друг на друга и спаиваются с помощью припоя.
- Жилы проводов предварительно скручиваются между собой и потом лудятся с помощью припоя.
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.

Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
- Найдите поврежденный участок провода и вырежьте его. Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом.
- Сложите провода друг с другом (по цветам) и залудите с помощью канифоли или смеси ФС-1.
- Замотайте обработанное место изолентой.
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Пайка светодиодной ленты
Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам.

Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции:
- Обрезав ленту до нужной длины, поверхность, на которую она должна крепиться, обезжиривают и высушивают.
- Оторвав защитную пленку с обратной стороны, ленту приклеивают к монтажной поверхности.
- После этого припаиваются провода на входных контактах, мелкие детали, диммеры, контроллеры. Во время работы нужно избегать перегрева ленты, это может привести к выходу диодов из строя.
Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу!
Процесс припаивания изображен на фотографиях ниже:

Фиксируем светодиодную ленту (использовалась изолента)


Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому.

Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя.
- Вставляем диоды в плату так, чтобы плюсовые контакты (длинные «лапки») были расположены с одной стороны, а минусовые – с другой. И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит.
- Обработав «лапки» флюсом припаиваем их к плате.
- Отрезаем лишнюю длину контактов с помощью кусачек. Зачищаем провода питания на длину, равную длине диодного ряда, прикладываем к соответствующим контактам и запаиваем.
- Готово! Теперь можно проверять работу схемы, подключив провода к 12 В источнику питания.
Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
- Перед тем, как паять алюминий, его рабочая поверхность очищается от окалины наждачкой или напильником.
- После ее обезжиривают бензином, ацетоном или другим растворителем. Затем место соединения необходимо смазать специальным флюсом.
- Жало паяльника опускается в канифоль или нашатырный спирт до появления легкого дымка. Это очищает медь, из которой выполнен наконечник, от окисей других металлов.
- Дальнейшие действия практически не отличаются от работы с другими материалами: жало смазывается в припое, после чего небольшое его количество переносится на место спаивания для залуживания. После этого наносится основной слой припоя.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.

